

Fly ash dryer plant: Top 5 efficiency secrets
Optimizing efficiency in modern bulk material handling and thermal processing
The role of industrial processing equipment in sustainable resource recovery

The industrial landscape constantly seeks ways to improve efficiency and embrace sustainable practices. An important part of this challenge involves managing and transforming industrial byproducts. These materials, often seen as waste, hold immense potential if processed correctly.
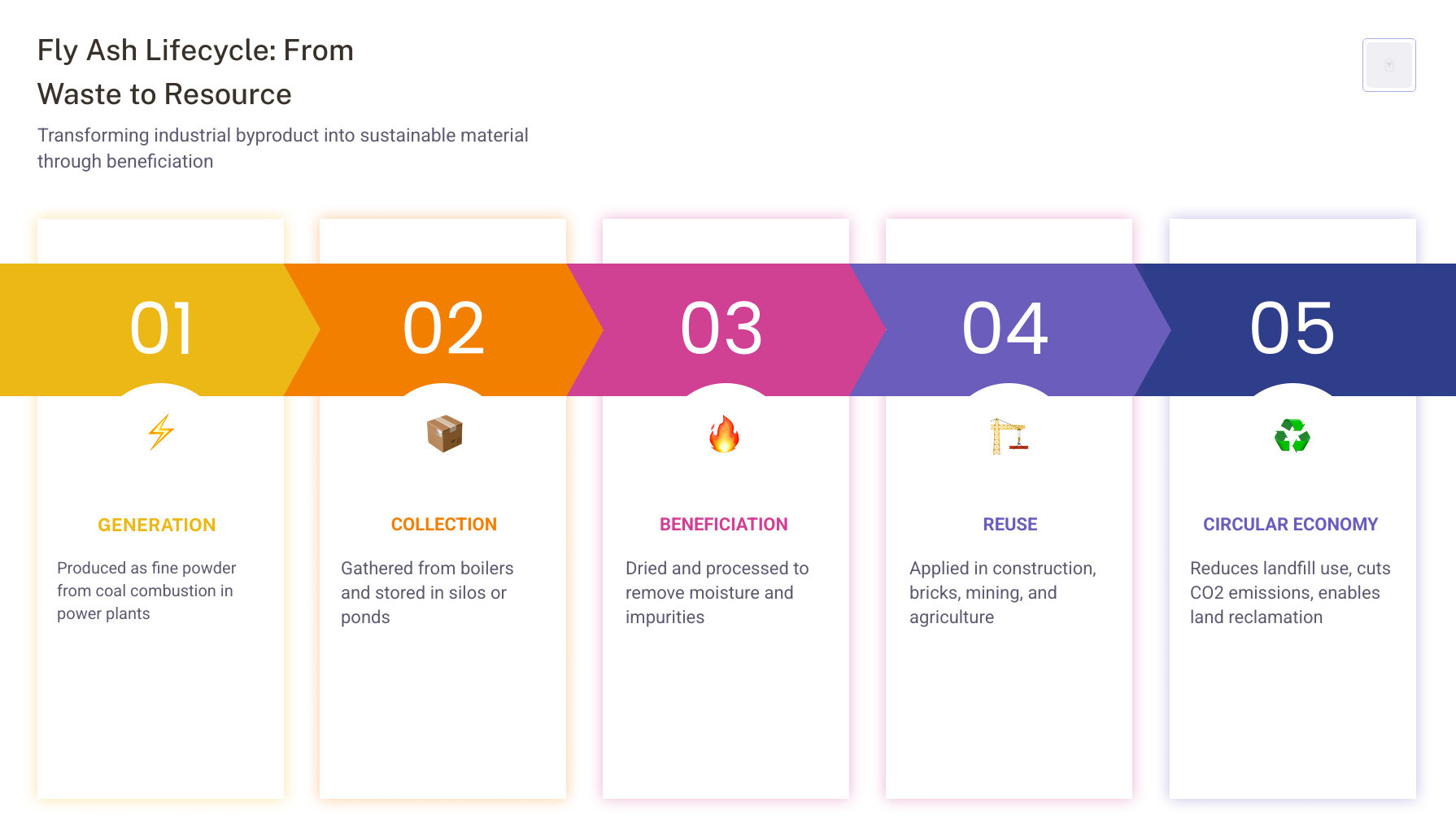
Among these byproducts, fly ash is a significant one. It comes from coal-fired power plants. For many years, much of this ash was disposed of in landfills. However, we now recognize fly ash as a valuable resource. It can be used in many industries, especially construction.
To unlock this potential, fly ash often needs proper drying. A modern fly ash dryer plant is crucial for this. It turns wet, unusable ash into a consistent, high-quality product. This process reduces waste, helps protect our environment, and offers economic benefits.
In this extensive guide, we will explore the critical role of modern thermal processing in fly ash management. We’ll dive into how these systems work, their components, and operational parameters. Understanding efficient Industrial fly ash dryer equipment is key to transforming this byproduct into a valuable resource. We will also cover maintenance needs, common challenges, and how these plants contribute to sustainable development. Join us as we uncover how to optimize efficiency in modern bulk material handling and thermal processing for fly ash.
Fly ash, an acceptable powder byproduct of coal combustion, has long been a challenge to dispose of. Historically, a significant portionOverr 65% globally, was relegated to landfills and ash ponds. This practice not only consumed vast tracts of land but also posed environmental risks, including potential groundwater contamination. However, with growing environmental awareness and advancements in processing technology, fly ash is increasingly recognized as a valuable resource. The transformation of this industrial waste into a usable material is known as fly ash beneficiation.
The cement industry, a major energy consumer and a significant contributor to global CO2 emissions, stands to benefit immensely from increased use of fly ash. Producing one ton of Portland cement generates approximately one ton of carbon dioxide, and the industry accounts for nearly 7% of global CO2 emissions. By substituting Portland cement with processed fly ash in concrete, we can achieve a substantial reduction in carbon ffootprint This not only lessens the environmental impact of cement production but also diverts waste from landfills, contributing to land reclamation and more sustainable waste management practices.
The demand for fly ash is growing as industries recognize its potential. This shift represents a move towards a more circular economy, where industrial byproducts are reused rather than discarded. The beneficial reuse of fly ash is a cornerstone of sustainable construction, offering both environmental and economic advantages.
Industries commonly utilizing recovered fly ash include:
- Construction: As a partial replacement for cement in concrete, it improves workability, durability, and strength. It’s also used in mortar, grout, and road subbase construction.
- Building materials: For manufacturing fly ash bricks, blocks, and other wall materials, which often boast lower production costs and good structural performance.
- Mining: As a filling material or geological reinforcement for tailings, aiding in mine reclamation.
- Agriculture: In some cases, as a soil amendment to improve fertility and aid carbon capture, though careful analysis is required due to trace elements.
- Chemical industry: As a raw material or auxiliary material in the production of certain chemical products.
- Wastewater treatment: Fly ash ceramsite can act as an effective filter medium for removing heavy metals and other pollutants.
This growing demand for fly ash underscores the importance of efficient processing equipment, particularly fly ash dryer plants, in transforming this byproduct into a consistent, high-quality material suitable for diverse applications.
Technical mechanics of high-efficiency thermal systems
At the heart of a fly ash dryer plant lies the thermal processing equipment, designed to remove moisture from the raw fly ash efficiently. While various drying technologies exist, rotary dryers are a common and practical choice for this application. Understanding how these high-efficiency systems operate is crucial for optimizing their performance and ensuring the quality of the dried product.
A rotary dryer, often a large, rotating cylindrical drum, is engineered to facilitate maximum heat exchange between the wet fly ash and a hot gas stream. As the drum rotates, the fly ash is continuously lifted and cascaded through the hot air, ensuring uniform exposure and efficient moisture evaporation. The primary mechanisms of heat transfer within the dryer are:
- Conduction: Direct transfer of heat from the hot surfaces of the dryer (e.g., lifting plates, drum shell) to the fly ash particles.
- Convection: Transfer of heat from the hot gas stream to the fly ash particles as they fall through the air.
- Radiation: Heat transfer from the hot gas and inner surfaces to the material, especially at higher temperatures.
The internal design of a rotary dryer is critical to its efficiency. It typically features a series of specialized internal components, such as lifting plates (also known as flights or lifters). These plates are strategically arranged to lift the material and shower it through the hot gas stream as the drum rotates. This action maximizes the surface area exposed to the drying medium, promoting rapid and even drying. The design of these plates, along with the drum’s inclination and rotational speed, directly influences the material’s residence time in the dryer, a key parameter for achieving the desired moisture content.

Optimizing heat transfer in industrial processing equipment
Achieving high thermal efficiency is paramount in fly ash drying to minimize energy consumption and operational costs. Modern fly ash dryers can achieve impressive thermal efficiencies, typically 70% to 85%. This is achieved through careful design and control of several factors.
The operating temperature inside the equipment is typically between 200°C and 600°C, depending on the initial moisture content of the fly ash and the desired final dryness. Maintaining a consistent and appropriate temperature profile throughout the dryer is essential. Too low, and drying is inefficient; too high, and there’s a risk of material degradation or excessive energy use.
Airflow velocity plays a crucial role in carrying away the evaporated moisture. An optimized airflow ensures that saturated air is quickly replaced by fresh, dry hot air, maintaining a steep moisture gradient between the fly ash and the drying medium. This gradient drives the rapid transfer of moisture from the material to the air.
Furthermore, effective heat loss mitigation is vital. This includes proper insulation of the dryer shell, sealing mechanisms to prevent air ingress or egress, and potentially heat recovery systems that capture waste heat from exhaust gases to preheat incoming air or material. By meticulously controlling these parameters, we ensure the fly ash dryer operates at peak efficiency, delivering a high-quality product with minimal energy consumption.
Key components and operational parameters for system integration
A complete fly ash dryer plant is more than just the dryer itself; it’s an integrated system of specialized components working in concert. From material feeding to product discharge and environmental controls, each part plays a vital role in the plant’s overall efficiency and effectiveness.
The process typically begins with feeding hoppers designed to handle wet fly ash, which can sometimes be cohesive. These hoppers often incorporate aeration systems and vibrators to ensure a smooth, consistent flow of material into the drying system, preventing blockages. From the hopper, chevron belt conveyors are commonly used to transport the wet fly ash to the dryer’s input. These conveyors are often covered to minimize dust emission. They are equipped with precise weighing and feeding mechanisms, usually controlled by PLC (Programmable Logic Controller) systems to regulate the material feed rate. In the drying system, induced-draft fans are critical for drawing the hot gas through the dryer and exhausting the moisture-laden air. These fans are selected for high efficiency and reliability, ensuring proper airflow and pressure within the system. Advanced control systems, including PLCs and Human-Machine Interfaces (HMIs), allow for precise monitoring and adjustment of operational parameters, from temperature and airflow to material feed rates, ensuring optimal drying performance and product quality.
When considering a fly ash dryer, it’s essential to evaluate different drying technologies based on the specific characteristics of the fly ash and project requirements. Here’s a comparison standard industrial dryers:
Dryer Type Principle of Operation Advantages Disadvantages Ideal for Rotary Dryers Material tumbles through a rotating cylinder, contacting hot gas. High capacity, handles various particle sizes, robust, continuous operation. It can be large, has the potential to generate dust, and requires careful internal design for even drying. High-volume drying of granular, crystalline, or powdered materials like fly ash, sand, minerals. Fluid Bed Dryer: The material is suspended and agitated by an upward flow of hot gas, creating a “fluidized” bed. Excellent heat and mass transfer, uniform drying, suitable for heat-sensitive materials, compact design. Limited to specific particle size ranges, with potential for attrition or elutriation of fine particles. Fine, granular materials, heat-sensitive products, where uniform drying and precise temperature control are critical. In a Flash Dryer, the material is dispersed into a high-velocity hot gas stream, drying almost instantly. Very rapid drying, compact, suitable for fine, light materials, and high thermal efficiency. Not ideal for sticky or abrasive material; limited to low-moisture-content material; requires high energy input. Fine, light, low-moisture materials are often used as a final drying step or for pre-drying. Each type has its own unique advantages, and the choice depends on factors such as initial moisture, desired final humidity, particle size, and capacity requirements. For fly ash, rotary dryers are often preferred due to their robust nature and ability to handle high volumes.
Power consumption and capacity in industrial processing equipment
The efficiency of a fly ash dryer plant is not just about thermal performance but also about its overall operational footprint, including power consumption and capacity. Modern dryer designs aim to maximize throughput while minimizing energy usage.
Leading manufacturers offer a range of fly ash drying solutions with impressive capacities. For instance, systems are available that can handle ash drying capacities of 10 to 65 tons per hour, effectively reducing moisture content from an initial 20% to less than 1%. This significant reduction in moisture is crucial for making fly ash suitable for its various applications.
Furthermore, technological advancements have led to designs that drastically reduce the energy required for operation. Some high-efficiency fly ash dryers can achieve the thermaliencies of 85%, contributing to substantial reductions in consumption. These figures highlight the economic and environmental benefits of investing in state-of-the-art drying technology.
To achieve such efficiencies, various power-reduction strategies are employed, including optimized fan and motor selections, advanced control systems that adjust energy input based on real-time conditions, and efficient heat-recovery mechanisms. The goal is to deliver the required drying performance with the lowest possible energy input, translating into lower operating costs and a more sustainable process.
Overcoming challenges in bulk material handling and maintenance
Operating a fly ash dryer plant, like any complex industrial system, comes with its own set of challenges. Addressing these issues proactively is essential for maintaining optimal performance, ensuring safety, and extending the equipment’s lifespan.
One common issue is material blockage at feed or discharge points, particularly with cohesive wet fly ash. High humidity interference can exacerbate this, making the material stickier and more complicated to convey. Solutions include specialized hopper designs with aeration and vibrator systems, proper material pre-treatment to reduce initial moisture, and careful selection of conveying equipment. The delicate abrasive nature of fly ash can also cause abrasive wear on the internal components of the dryer and conveying systems. Using wear-resistant materials and designing for easy replacement of worn parts are critical considerations.
Regular lubrication schedules for bearings, gears, and other moving parts are vital to prevent premature failure. Furthermore, consistent sensor calibration ensures that temperature, pressure, and flow readings are accurate, allowing the control system to operate effectively and to avoid process deviations. The characteristics of filtered fly ash can vary, requiring operators to adapt closely and monitor the process.
Maintenance protocols for industrial processing equipment
To ensure optimal performance and longevity, a robust preventive maintenance program is indispensable for fly ash dryers. This goes beyond reactive repairs to include scheduled inspections and proactive interventions.
Key maintenance tasks include:
- Drum lining inspection: Regularly checking the wear of the drum lining and internal lifting plates. Damaged or worn parts should be replaced promptly to maintain drying efficiency and prevent structural damage.
- Transmission system checks: Inspecting the motor, gearbox, girth gear, and riding rings for wear, proper alignment, and lubrication. Any anomalies in the transmission system can lead to inefficient operation or catastrophic failure.
- Dust collector cleaning: Regular cleaning of dust collectors, such as bag filters and air ducts, is crucial to maintain air quality, prevent pressure drops, and ensure the efficiency of the dust collection system.
- Recordkeeping for longevity: Maintaining detailed recordkeeping of all maintenance activities, inspections, and part replacements. This data is invaluable for tracking equipment health, predicting future maintenance needs, and optimizing maintenance schedules.
By adhering to these rigorous maintenance protocols, operators can significantly reduce downtime, extend the operational life of the fly ash dryer plant, and ensure consistent, high-quality product output.
Environmental protection and dust management systems
Environmental protection is a critical aspect of operating any industrial plant, and fly ash dryer plants are no exception. Given the delicate particulate nature of fly ash, effective dust management systems are paramount for meeting stringent air quality standards and protecting both the environment and plant personnel.
A well-designed fly ash dryer plant incorporates multiple layers of dust collection. Cyclone separators are often the first line of defense, using centrifugal force to remove larger particles from the gas stream. Following cyclones, more advanced filtration systems, such as baghouse filters (or pulse jet bag filters), are employed. These systems use fabric filter bags to capture even the finest particulate matter, ensuring that exhaust gases meet regulatory emission limits.
Beyond particulate matter, fly ash can contain trace amounts of heavy metals. While drying itself doesn’t remove these, the process of beneficial reuse, enabled by drying, often involves incorporating fly ash into matrices like concrete, which can lead to heavy metal sequestration, effectively locking them away and preventing their release into the environment. This transformation contributes significantly to the plant’s overall environmental stewardship.
The integration of these advanced emission control technologies not only ensures compliance with environmental regulations but also contributes to a cleaner, safer working environment.
Frequently asked questions about fly ash processing
We understand that venturing into fly ash processing can bring about many questions. Here, we address some of the most common inquiries regarding fly ash dryer plants and their operation. For a broader understanding of different drying technologies, consider reviewing our guides.
What is the primary function of a fly ash dryer in an industrial plant?
The primary function of a fly ash dryer is to reduce the moisture content of wet fly ash—often reclaimed from ponds or landfills—to a level suitable for beneficial reuse. This dried fly ash can then be used as a high-quality cement substitute, in the manufacturing of bricks and mortar, or for other industrial applications. Drying is essential because it improves the material’s handling properties, reduces transportation costs, and enhances its performance in end-use products.
How can the output and efficiency of a drying plant be increased?
Several strategies can enhance the output and efficiency of a drying plant:
- Optimize feed rate: Ensure the material feed rate is precisely controlled to maximize surface area exposure to the hot gas, preventing overloading or underloading of the dryer.
- Increase heat source temperature: Within safe operational limits, increasing the hot-gas temperature can accelerate moisture evaporation.
- Optimize airflow: Ensure adequate airflow to carry away excess moisture and maintain a strong moisture gradient.
- Pre-treatment dehydration: Implementing pre-treatment processes, such as mechanical dewatering (e.g., drum centrifugal dehydration), can significantly reduce the initial moisture content, reducing the drying load on the main dryer and increasing its adequate capacity.
- Regular maintenance: Adhering to strict maintenance schedules ensures all components operate optimally, preventing efficiency losses from wear or malfunctions.
What heat sources are compatible with modern industrial dryers?
Modern industrial dryers are highly adaptable and can use a variety of heat sources to provide the thermal energy needed for moisture evaporation Familiarn heat sources include:
- Coal-fired furnaces: A traditional and often cost-effective option, especially where coal is readily available.
- Biomass burners: An environmentally friendly alternative, utilizing agricultural waste or wood pellets.
- Natural gas burners: Offers clean combustion and precise temperature control.
- Waste heat recovery systems: Utilizing waste heat from other industrial processes, such as power generation or manufacturing, to improve the overall energy efficiency of the site.
The choice of heat source often depends on factors like fuel availability, cost, environmental regulations, and the specific requirements of the drying process. For a deeper dive into different types of thermal processing equipment, explore our resources.
Conclusion
The journey of fly ash from an industrial byproduct to a valuable resource is a testament to the power of technological innovation and a commitment to sustainability. Modern fly ash dryer plants are pivotal to this transformation, enabling the efficient processing of fly ash for diverse applications, particularly in the construction sector.
Through operational optimization, meticulous maintenance, and the integration of advanced dust management systems, these plants not only deliver high-quality dried fly ash but also contribute significantly to environmental protection. The long-term ROI from reduced disposal costs, increased product sales revenues, and enhanced corporate social responsibility makes the investment in such facilities increasingly attractive.
As industries continue to strive for a more circular economy, the role of efficient bulk material handling and thermal processing will only grow. We are committed to advancing these technologies, fostering environmental stewardship, and helping our partners unlock the full potential of industrial byproducts. To learn more about how our solutions can integrate into your operations and contribute to a sustainable future, we invite you to explore our comprehensive resources on coal fly ash processing.